目的と手段が多様化する工場省エネ、
デジタル活用がカギ


あらゆる業界の製造業で、省エネルギー化への取り組みの重要性が急激に高まってきています。これまで製造業における省エネルギー化は、もっぱらコスト削減を目的としていました。これが近年には、カーボンニュートラル達成に向けた貢献が製造業の各企業にも強く求められるようになる中、省エネルギー化の目的が、社会貢献や法規制の遵守、投資条件や取引条件の有利化、さらにはカーボンプライシングに即した実利の取得など多様化しています。一方、省エネルギー化を実現するための手段も、脱炭素化の実践を支援するための技術・設備・方法論といったエコシステムが整備されたことで多様化しています。もはや工場における省エネルギー化への取り組みは、ビジネス競争力を強化するための重要な経営課題となりつつあります。社会的意義が高まり、目的と手段も多様化したことから、的確な省エネルギー化戦略の策定と実施体制の構築が不可欠です。ここでは、工場での省エネルギー化を取り巻く状況の変化と、近年新たに実施されるようになった省エネルギー化の手段などを紹介します。
RX Japan 合同会社では、日本最大級の製造業の展示会「ものづくり ワールド」を東京で行うほか、大阪・名古屋・福岡でも開催しております。
展示会場では、製造業の最先端事例や設計開発の最前線の話題が学べる併催セミナーも開催しています。
来場だけでなく展示会への出展も受け付けております。気になる方は、お気軽にお問い合わせください。
●出展・来場に関する情報はこちら
工場での省エネルギー化は社会の要請になった
工場での省エネルギー化は社会の要請になった
生産現場の競争力を測る指標は、「QCD」から「QCDE」へ
製造業での省エネルギー化への取り組みに対する社会的要請が高まっています。
これまでの製造業において、生産現場の競争力を測る際の指標は、「品質(Quality:Q)」「価格(Cost:C)」「納期(Delivery:D)」、いわゆる「QCD」でした。現場で日々繰り返されるカイゼン活動も、デジタルトランスフォーメーション(DX)の実践も、その主な目的はQCDの向上にありました。QCDは、工業製品の市場価値を決める重要な要素であり、特に日本の製品はQCDで優れている点で高く評価されてきました。
ところが現在、こうした状況が大きく変わりつつあります。QCDの重要性は依然として高いのですが、新たに「E」が加わり、「QCDE」を指標とした生産現場の改革が求められるようになってきたのです(図1)。新しいCとは、すなわち「環境(Environment:E)」です。カーボンニュートラル達成に向けて世界が一丸となって取り組む潮流の中で、製造業にも生産活動全体での脱炭素化の取り組みが強く求められるようになりました。
図1 生産現場の競争力を図る指標は、「QCD」から「QCDE」へ

出所:筆者が作成
現在の製造業を取り巻く環境は、「生産効率の低下を招くから、脱炭素化できない」といった抗弁が許されない状況になりつつあります。これからは、さまざまな国や地域で、CO2の排出量に応じて輸入品に税金を課す「国境炭素税」なども導入されていくことになりそうです。もはや製造業での脱炭素化は重要経営課題であり、あらゆる部署の現場で働く人たち一人ひとりが常に強く意識すべき業務改革の課題だと言えます。
省エネルギー化は、社会的要請である脱炭素化の重要な手段の一つ
現在、世界で進められているカーボンニュートラル達成に向けた取り組みには、基本戦略と呼べる一定のアプローチがあります。まず、エンジンやボイラーなど化石燃料の燃焼を動力源や熱源としていたエネルギー消費を電化。再生可能エネルギー活用など温室効果ガス(GHG)の排出を伴わない手段で電力を生み出し、他のエネルギーよりも制御が容易で利用先が広い電力の性質を利用して省エネルギー化し、効率的で効果的な脱炭素化を推し進めようとするものです。
脱炭素化に向けた施策の中には、太陽光発電設備の導入のように追加の設備投資が必要になったり、GHG排出権の購入のように工場操業に伴う変動費を押し上げる要因となったりする対策もあります。これに対し、生産現場に潜む無駄を洗い出して解消する省エネルギー化に向けた施策は、QCDに影響を与えないどころか、さらなる改善につながる可能性もあります。従来のカイゼン活動やDXの実践との親和性も高く、真っ先に取り組むべき脱炭素化のアプローチになります。ここでは、工場での省エネルギー化の進め方や具体的な施策、特に製造業DXの実践の中に織り込む脱炭素化のアプローチについて解説します。
製造業で消費しているエネルギー量は莫大
経済産業省 資源エネルギー庁が発行した「令和4年度エネルギーに関する年次報告(エネルギー白書2023)」によると、日本では全産業の中で製造業が最も多くのエネルギーを消費しており、2020年度は68.1%を消費しています(図2)。
図2 国内で消費している総エネルギーのうち、製造業で消費する割合は大きい
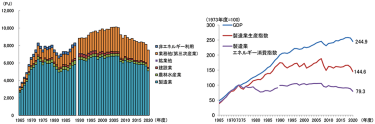
(左)企業・事業所他部門のエネルギー消費の推移、(右)製造業のエネルギー消費と経済活動
出所:経済産業省 資源エネルギー庁「令和4年度エネルギーに関する年次報告(エネルギー白書2023)」
日本の製造業は、1973年から2020年度までの間に生産額を1.4倍に増加させてきましたが、その間エネルギー消費は0.8倍に低下しています。省エネルギー化の取り組みは、エネルギーの調達に対する不安が生じることで進む傾向がありました。
まず、1973年の第一次石油危機以降1983年度までの10年間、GDPが増加する一方でエネルギー消費は年平均2.5%減少。その後、再び増加に転じたのですが、2011年の東日本大震災において電力供給への不安が広がり、その際に省エネルギー化の取り組みが進んだことから、エネルギー消費は再び減少基調となっています。2020年は、大きく消費量が減ったのですが、新型コロナウイルスの影響で製造業での生産活動自体が減ったためであり、特異な例だと言えます。
化石燃料による熱源・動力源の電化を推し進める理由
国内でのエネルギー消費の経過を俯瞰すると、日本の製造業は、既にある程度の省エネルギー化の取り組みを進めてきたことがわかります。主なエネルギー源となる石油などの化石燃料を輸入に頼っていることと、国内で省電力技術を積極的に発達がさせてきたことを背景にして、海外の工場に比べてエネルギー効率が高い機器や設備が多く導入されてきました。
ただし、脱炭素化に向けた省エネルギー化では、もう一歩突っ込んだ対策が必要になってきます。これまでの省エネルギー化では、化石燃料を直接燃やして利用していたエンジンやタービン、ボイラーなどは、装置・設備の基本原理はそのままで、燃焼効率の向上といった対策が行われてきました。これからは脱炭素化が求められますから、化石燃料を燃やして利用していた動力源や熱源のうち電化できる部分を最大限まで電化し、電化した装置・設備の省電力化を推し進めながら、再生可能エネルギーなどで利用していく必要があります。
ただし、電化によって、エネルギーの利用効率が大きく低下するようなことは許されません。このため、これらの省エネルギー化では、効率的な電化と省電力化をセットで進めていくことが極めて重要になると言えそうです。
省エネの目的と手段が多様化、戦略・戦術眼が必須に
省エネの目的と手段が多様化、戦略・戦術眼が必須に
製造業での省エネルギー化の目的が多様化している
製造業での省エネルギー化には、脱炭素化以外の視点からも、多様な要求が求められています(図3)。その一方で、省エネルギー化を実現するための技術開発が積極的に進められてきたことで、手段の選択肢も増えてきています。省エネルギー化の推進に際しては、省エネルギー化の目的と手段の選択肢を明確にし、適用現場の状況を考慮しながら、適切な戦略と戦術を策定する必要があります。
図3 製造業での省エネルギー化の目的は多様
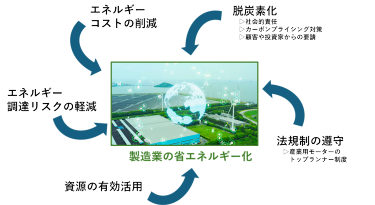
出所:筆者が作成
現在、製造業が省エネルギー化に取り組む際の目的の中心となっているのが、電気代などエネルギーコストの削減、エネルギー調達リスクの軽減、そして脱炭素化など環境負荷の低減です。そして近年には、限りある資源の有効活用という観点からの省エネルギー化も重要になってきました。
産業用モーターの省エネルギー化はインパクトが大きい
さらに、製造業などでの省エネルギー化を促す法規制を遵守するために、省エネルギー化に取り組んでいるという企業も多いことでしょう。
代表的な規制例として、1999年の「エネルギーの使用の合理化に関する法律(省エネ法)」の改正によって開始された「トップランナー制度」と呼ばれる規制があります。この制度は、エネルギーを多く消費する特定機器を対象にエネルギー消費効率の基準値を設定し、目標年度までにクリアしていない製品は販売できないというものです。2013年には、工場で多用されている三相誘導電動機(産業用モーター)にも適用されるようになり、さらにその効率基準が2015年には国際電気標準会議(IEC)の効率基準値である「IE3(プレミアム効率)」に引き上げられました。
世界の中で、何らかのモーターを駆動するために消費されている電力は、総消費電力の40~50%を占めていると言われています。そして、日本国内では、大出力な産業用モーターが約1億台使われており、国内の総消費電力量のうちの約37%を占めている産業領域での主要消費先となっています。この領域での低電力化に向けた技術開発は、省エネルギー化の効果が大きいとともに、開発された技術を他分野に応用することによる経済効果も大きいと言えます。
トップランナー制度は、モーターの製造・販売事業者に対して省エネ基準の達成を求める制度です。利用者側への直接的な罰則などは設けられていません。ただし、総合資源エネルギー調査会の報告書の中で、利用側にもエネルギー消費効率に優れたモーターの選択と適切な使用を推進するよう求める提言が記されています。
モノづくりのイノベーションによる省エネルギー化
モノづくりのイノベーションによる省エネルギー化
原料から作るよりも低エネルギー、“リサイクル原料の有効活用”
先述したように、省エネルギー化の手法の選択肢が増えてきています。中には、これまで省エネルギー化が困難だった領域で、工業製品の生産方法を抜本的に見直すことで省エネルギー化を図る取り組みも出てきています。新たに導入されてきている手法の中から、アプローチが異なる具体例を紹介します。
まず紹介する例は、エネルギー消費のあり方を再定義し、生産工程を抜本的に見直すイノベーションを起こす取り組みの例です。
省エネルギー化と同時に、循環型社会への移行を後押し
鉄鋼やガラスなどを生産する素材産業において、リサイクルを推進して、省エネルギー化を加速させる取り組みが進められています。これまで鉄鋼メーカーは、鉄鉱石やコークスなどを原料や燃料として、多様な鉄鋼素材を生産してきました。一方、ガラスメーカーは、原料として珪砂を燃料として天然ガスを利用してガラス素材を生産しています。双方とも、化石燃料を直接熱源として利用していたわけです。
現在、市場から回収した役目を終えた鉄鋼部品やガラスビンなどをリサイクル原料として、アーク炉や電気炉を利用して素材製品を量産する体制の整備が進められています(図4)。一般に、採掘した鉱物原料を起点として化学反応や精製工程を経て製品を作るよりも、一度、素材製品として作られた履歴を持つリサイクル原料から作った方が、低エネルギーでの生産が可能です。鉄鋼素材の製品を作るのに、高炉ではなく電力をエネルギー源とするアーク炉が利用できる理由はこの点にあります。
図4 リサイクル原料を積極活用して素材生産を省エネルギー化

出所:経済産業省 資源循環経済章委員会での一般社団法人日本鉄鋼連盟の資料「鉄鋼資源循環 戦略と課題」
現在、資源の有効活用や廃棄物の削減という観点から、積極的にリサイクルを推し進める「循環型社会」への移行の重要性が指摘されています。素材産業でのリサイクル原料の活用拡大では、省エネルギー化と循環型社会の構築推進の2つの効果が期待できます。現時点では、リサイクル原料で生産できる素材製品は限定されています。また、市場から再利用可能な素材を回収し、適切に分別・利用する仕組み作りを進め、さらなる低コスト化を実現する必要もあります。これからのさらなる技術の発展が望まれています。
装置・システムの技術革新による省エネルギー化
装置・システムの技術革新による省エネルギー化
産業用モーター規制のクリアでは新素材の活用が鍵
次に、工場内に置く機器や設備への省エネルギー化技術の導入例の中から、経済効果が大きな領域での取り組み例と、革新的技術を投入することで複合的効果を狙う例を紹介します。
まず紹介するのは、先述した産業用モーターのエネルギー消費効率に関する規制をクリアするための技術開発の動きです。
産業用モーターの高効率化では、電力を効率的に回転力に変えるモーターそのものの技術革新と、最小の電力損失でキメ細かく制御した回転力を得るための高度なインバータ制御の実現が求められます。いずれも、新素材の導入が実現の鍵を握っています。前者の技術革新に向けて、強力なネオジム磁石など高磁束密度材料の採用による出力密度の向上や、低損失の電磁鋼板の採用による損失低減などが進められています。一方、後者の取り組みでは、シリコンカーバイド(SiC)など新たな半導体材料をベースにしたパワー半導体の導入が進められています。
狙ったところだけ加熱する“マイクロ波加熱”を有効活用
工場の中で多用する加熱処理に革新的技術を導入して、省エネルギー化を図る動きも出てきています。現在、工場で利用されている熱処理工程の多くで、ヒーターやボイラーなどが利用されています。こうした手段では、加熱対象となるワーク周辺の空気や液体などの熱伝達媒体も一緒に加熱する必要があり、しかも媒体が外に漏れて熱を逃がしてしまうため、エネルギー消費の観点から見れば無駄が多い工程になっています。
こうした加熱に伴う無駄を最小化するため、マイクロ波加熱装置を製造業の工場に積極導入する検討が進められています。電子レンジと同じ原理の加熱手法を、産業用にも広く展開しようという取り組みです。マイクロ波加熱では、媒体を介在せずに加熱対象自体を直接加熱できるため、無駄を最小化できます。しかも、加熱対象が存在する場所を狙って、マイクロ波を照射することも可能です。
マイクロ波加熱には、省エネルギー化の効果の他にも多くのメリットがあります。まず、加熱効率が高いため、加熱時間を短縮できます。さらに、加熱したい場所以外の熱を漏らしにくいため、設備を小型化できるようになります。加熱したい場所だけを狙って加熱すれば、周辺に置かれた加熱したくない部分を劣化させずに済む効果も期待できます。
製造業DXによる省エネルギー化
製造業DXによる省エネルギー化
省エネ活動を支援するFEMS
さらに、「工場向けエネルギー管理システム(Factory Energy Management System:FEMS)」と呼ばれる情報システムを活用して省エネルギー化を目指す製造業DXを実践する企業が増えてきています。
FEMSとは、製造装置や空調などで消費するエネルギーの消費状況をリアルタイムで見える化し、収集した消費量に関するデータを分析することで、エネルギー消費の無駄を見つけ、改善策を立てるための省エネルギー化支援システムです。一部のFEMSでは、あらかじめ設定しておいた基準値を超えそうになった場合に、自動的に機器の電源を切るなどの制御も行うことができます。さらに、エネルギー使用量から、CO2の排出量を算出し、環境への影響を把握できるようにもなってきています。
情報処理の内容は、生産効率や品質の向上に向けて利用されている生産管理システムと、ほぼ同等の機能を持つシステムであると言えます。このため、生産管理システムの機能の一部として、FEMSが取り込まれていく方向に向かっています。
デジタルツインの活用で進化していくFEMS
製造業DXで活用している生産管理システムの進化で見られるのと同様に、FEMSにおいても、「デジタルツイン」を活用した、より高度で精度の高い省エネルギー化の施策を導出する仕組みが実用化されてきています(図5)。
図5 工場でのエネルギー消費を管理するFEMSをデジタルツイン化
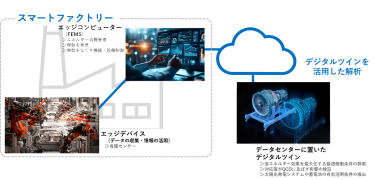
出所:筆者が作成
デジタルツインとは、現実空間内にある装置・設備などの状態や挙動をデジタルモデル化し、そこに装置などに設置したセンサーで収集した現在状況に関するデータを入力し、装置などを仮想空間上で再現する技術です。現実では試せないような条件での試行動作や時間の進行を進めることによる未来予測などができます。FEMSに適用することによって、以下のような効果が得られます。
まず、省エネ効果を最大化するための装置・設備・ラインの最適稼働条件を効率的に探ることができます。FEMSで発見したエネルギー消費の無駄を解消するための条件を、QCDの悪化を招くことがないかデジタルツインをシミュレーションで確認しながら、試行錯誤して見つけることができます。
さらに、工場内に設置した太陽光発電システムや蓄電池などの設備をデジタルツインに組み込むことで、天候や需要変動に応じた最適な電力利用計画を策定することもできます。これによって、再生可能エネルギーの有効活用とコスト削減も実現できます。
まとめ
まとめ
1970年代から取り組みが始まった日本での工場の省エネルギー化ですが、近年では、脱炭素化に向けた社会的要請から、これまで以上に重要性が高まっています。それに伴って、省エネルギー化に向けた技術も著しい進歩を遂げています。
この記事では、新技術やデジタル技術を導入する例を中心に、より大きな効果が期待できる話題を中心に紹介しました。こうした新技術を導入しなくても、自然光や自然換気の有効利用による照明や空調の削減といった、現場のカイゼン活動ですぐに着手できる取り組みもあります。身近なところから少しずつ、省エネルギー化活動を広げていくことが大切です。
RX Japan 合同会社では、日本最大級の製造業の展示会「ものづくり ワールド」を東京で行うほか、大阪・名古屋・福岡でも開催しております。
展示会場では、製造業の最先端事例や設計開発の最前線の話題が学べる併催セミナーも開催しています。
来場だけでなく展示会への出展も受け付けております。気になる方は、お気軽にお問い合わせください。
●出展・来場に関する情報はこちら

執筆者プロフィール
伊藤 元昭
富士通株式会社にて、半導体エンジニアとして、宇宙開発事業団(現JAXA)の委託による人工衛星用耐放射線半導体デバイスの開発に従事。日経BP社にて、日経マイクロデバイスおよび日経エレクトロニクスの記者、副編集長、日経BP半導体リサーチの編集長を歴任。